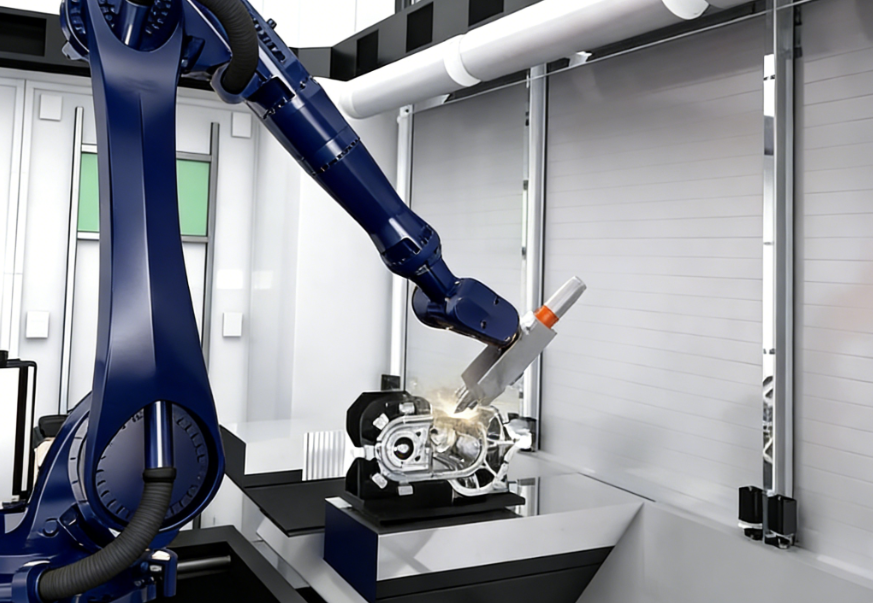
The evolution of laser cutting technology—towards ultra-high speeds and complex 5-axis 3D cutting—is revolutionizing manufacturing capabilities. However, these advancements transfer immense performance pressure onto a single, often underestimated support system: the compressed air supply. The assist gas is no longer just a cleaning tool; it is a critical process parameter that must keep pace with the laser’s extreme dynamics. Standard 10-12 bar systems that suffice for conventional 2D cutting become a bottleneck, leading to poor edge quality, inconsistent results, and failure to realize the machine’s full capital investment. This article explores the unique compressed air requirements of these advanced laser systems and details how to engineer a supply that matches their performance envelope.
I. Why Advanced Lasers Exert Unprecedented Pressure on Air Systems
The demands stem from the physics of cutting at extreme speeds and angles.
1. The Need for Higher Kinetic Energy (Pressure & Nozzle Design)
To effectively eject molten material at vastly increased speeds, the assist gas must deliver significantly higher kinetic energy.
- Pressure is Key: Kinetic energy increases with the square of gas velocity, which is directly driven by upstream pressure. Cutting thicker materials or achieving clean edges on stainless steel and aluminum at high speeds often requires 16 bar to 25 bar at the nozzle.
- Laminar Flow Requirement: At these pressures, maintaining a stable, laminar (non-turbulent) gas flow from the nozzle is critical. Turbulence reduces cutting efficiency and edge quality. This demands not only high pressure but also exceptionally clean and dry air to prevent nozzle turbulence and contamination.
2. Dynamic Response for 3D and Contour Cutting
A 3D laser cutter’s head constantly accelerates, decelerates, and changes angle. The distance between the nozzle tip and the workpiece (stand-off distance) varies.
- Instantaneous Flow Demand: As the head moves over a contoured surface, the gas flow requirement changes instantaneously. The air supply system must respond to these changes without any lag or pressure drop to maintain consistent cut quality across the entire path.
- Constant Pressure at the Nozzle: Any pressure fluctuation will manifest as variations in cut width, edge roughness, and dross formation along the cut path.

II. Core Specifications for Next-Generation Laser Air Supply
Meeting these demands requires a system designed beyond conventional parameters.
1. High-Pressure, Oil-Free Air Source
- Compressor Choice: A two-stage oil-free screw compressor or a boosted oil-free system is typically required to reach the 16-25 bar range efficiently and reliably. Single-stage compressors struggle with efficiency at these pressures.
- The Oil-Free Imperative: At higher pressures and gas velocities, the risk of micro-oil aerosol carryover from lubricated compressors increases dramatically. Even trace amounts can create catastrophic coating on lenses and mirrors in the cutting head. Class 0 oil-free air is the mandatory foundation.
2. Advanced Air Treatment for “Aerospace-Grade” Dryness
Moisture control becomes exponentially more critical.
- Adsorption (Desiccant) Dryers are Essential: Refrigerated dryers (+3°C dew point) are insufficient. An adsorption dryer delivering a pressure dew point of -40°C or lower is necessary to ensure absolutely no condensation occurs anywhere in the system, especially when high-pressure air expands and cools adiabatically at the nozzle.
- Multi-Stage Filtration: After drying, a precision coalescing filter and an activated carbon filter are required to remove any final particulates and oil vapors, protecting the laser head’s final, often micron-sized, nozzle orifice.
III. System Design: Engineering for Stability and Dynamic Response
The “last mile” of delivery is as important as the air production itself.
1. The “Flying Buffer” Concept: Intelligent Receiver Strategy
Instead of one large buffer tank at the compressor, implement a two-tier system:
- Primary Buffer: A large receiver near the compressor station to stabilize the output of the compressor itself.
- Secondary “Flying” Buffers: Install smaller, high-pressure receivers (e.g., 100-300 liters at 30 bar) close to the laser machine(s). These act as localized “capacitors” that can release a large volume of air almost instantaneously to meet sudden demands from rapid laser head movements, isolating the machine from pressure drops in the main pipeline.
2. Precision Pressure Regulation and Monitoring
- Machine-Side Regulation: Use a high-flow, fast-response precision pressure regulator specifically designed for laser cutting, installed just before the machine inlet. It must have a rapid recovery time to maintain set pressure despite flow variations.
- Real-Time Monitoring: Install digital pressure and flow sensors at the machine inlet with feedback to the central monitoring system. This allows for correlation between cut quality issues and air supply anomalies.
IV. Control Integration and Data-Driven Optimization
The air system should be a smart, responsive part of the production cell.
1. Synchronization with CNC and Laser Controller
For the most demanding 3D applications, the ideal scenario is for the laser’s CNC to output a demand signal (based on tool path speed and material) to a proportional valve in the air supply line, allowing dynamic adjustment of gas flow in real-time, not just pressure.
2. Predictive Maintenance Through Analytics
Monitor the pressure differential across filters, the dew point trend from the dryer, and compressor specific energy consumption. Use this data to predict maintenance needs before they cause a drop in air quality or pressure that would affect cutting performance, ensuring preventative action is taken during non-production time.
FAQ: High-Pressure Air for Advanced Laser Cutting
Q1: My new 20 kW laser can cut with air up to 20mm stainless steel. Do I really need a 20+ bar air system?
A1: For that capacity, especially on stainless steel where you aim for an oxide-free cut, yes, a high-pressure system (18-22 bar) is crucial. Lower pressure will result in excessive dross, slower cutting speeds to compensate, and increased risk of thermal damage to the material. The high-pressure gas column is needed to penetrate and clean the deeper kerf effectively.
Q2: Can I simply add a booster compressor to my existing 10-bar system to get higher pressure?
A2: This is possible but requires careful design. You would need: 1) A high-flow, oil-free booster that can handle your laser’s peak CFM demand at the new pressure, and 2) Upgrade your entire downstream system—dryers, filters, and piping—to be rated for the new, higher working pressure. Often, investing in a new, correctly sized high-pressure primary system is more efficient and reliable.
Q3: How do I calculate the total airflow (CFM) needed for a high-speed laser?
A3: The calculation is more complex. It’s not just nozzle size and pressure. You must account for the laser’s maximum traverse speed. At 150 meters/minute, the gas consumption per second is immense. Consult the laser manufacturer for the peak air consumption specification at your intended operating pressure, and add a 30% safety margin for system response and future use.
Q4: We experience cut quality deterioration halfway through a large sheet on our high-speed machine. Could air be the cause?
A4: Very likely. This is a classic sign of a system capacity or response issue. As the laser head moves rapidly across the sheet, it may be consuming air faster than the system can replenish it at the point of use, causing a progressive pressure drop. Installing a “flying buffer” receiver near the machine and checking for undersized piping or restrictive fittings is the first step in troubleshooting.
Q5: Are there different nozzle designs for high-pressure air cutting?
A5: Absolutely. High-pressure nozzles are specifically engineered for laminar flow at elevated pressures. They often have a longer, more precisely machined bore. Using a standard nozzle with high pressure can create turbulence and degrade cut quality. Always use the nozzle specified by your laser manufacturer for high-pressure air operation.
Conclusion
Unlocking the full potential of ultra-high-speed and 3D laser cutting technology requires a fundamental rethinking of the compressed air supply. It must evolve from a static utility into a high-pressure, ultra-clean, and dynamically responsive process gas system. By investing in a high-pressure oil-free source, deep drying, intelligent buffering, and precision control, manufacturers ensure that their cutting quality is limited only by the laser’s optics and software, never by the air that supports it. For those pushing the boundaries of precision manufacturing, MINNUO engineers integrated high-pressure air solutions that are designed from the ground up to meet and exceed the rigorous demands of tomorrow’s laser cutting technology today.


 Email
Email sales:+86 15366749631
sales:+86 15366749631

