Hydrogen is the smallest molecule in existence. It infiltrates metal crystal structures, diffuses along grain boundaries, and degrades mechanical properties in ways that oxygen, nitrogen, or methane never do. A compressor that runs reliably for decades on natural gas can fail catastrophically within months in hydrogen service if materials are not properly selected. Understanding hydrogen embrittlement in compressors and specifying compatible materials is the foundational step in designing safe, reliable hydrogen compression equipment.
I. What Is Hydrogen Embrittlement?
Hydrogen embrittlement is the loss of ductility and load-bearing capacity in metals exposed to atomic hydrogen. It operates through several distinct mechanisms, often acting simultaneously.
1. Hydrogen Diffusion into the Metal Matrix
Molecular hydrogen dissociates into atomic hydrogen at metal surfaces. The atoms are small enough to diffuse into the metal lattice, occupying interstitial sites between iron or steel atoms. Elevated temperature and pressure accelerate diffusion rates significantly—conditions typical of hydrogen compression.
2. Decohesion and Reduced Fracture Toughness
Hydrogen atoms accumulated at grain boundaries weaken interatomic bonds. Under tensile stress, cracks initiate and propagate at loads far below the material’s rated yield strength. A component designed with a 3:1 safety factor on yield may fail in hydrogen service if embrittlement is not accounted for.
3. Hydrogen-Induced Cracking
Several distinct cracking mechanisms occur in hydrogen environments:
- Hydrogen-Induced Cracking: Internal cracks form parallel to the surface when hydrogen recombines at inclusions or voids, creating high-pressure gas pockets that delaminate the steel.
- Sulfide Stress Cracking: When hydrogen sulfide is present with hydrogen, cracking susceptibility increases dramatically. This is common in byproduct hydrogen from refinery operations.
- Hydrogen Stress Cracking: Crack initiation and growth under sustained tensile stress in pure hydrogen environments, occurring without H₂S.
4. Temperature Dependence
Hydrogen embrittlement severity peaks near ambient temperature. At cryogenic temperatures, hydrogen diffusion is too slow to cause significant embrittlement. At elevated temperatures above approximately 400°F (200°C) , hydrogen diffuses out of the metal faster than it accumulates, reducing embrittlement risk. This temperature window explains why many hydrogen compressor failures occur during shutdowns and startups rather than steady-state operation.
II. Materials Susceptible to Hydrogen Embrittlement
Not all metals respond equally to hydrogen exposure. Understanding susceptibility guides material selection.
1. High-Strength Carbon and Low-Alloy Steels
High-strength steels—particularly those with yield strength above 100 ksi (690 MPa) or hardness exceeding HRC 22 —are highly susceptible to hydrogen embrittlement. The higher the strength, the greater the risk. Common compressor components fabricated from these materials require careful evaluation:
- Crankshafts and connecting rods (high-strength alloy steels)
- High-strength fasteners (Grade 8, Class 12.9 bolts)
- Piston rods and crossheads
- Valve springs and seats
2. Martensitic Stainless Steels
Martensitic stainless steels such as 410 and 17-4 PH combine high strength with moderate corrosion resistance but are vulnerable to hydrogen embrittlement. 17-4 PH aged to Condition H900 (high strength) is particularly susceptible. Lower-strength aging treatments such as H1150 reduce susceptibility while sacrificing some strength.
3. Duplex Stainless Steels
Duplex stainless steels offer better hydrogen compatibility than martensitics but require careful grade selection. Super duplex grades with high ferrite content may exhibit hydrogen-induced cracking under certain conditions. 2205 duplex performs adequately in many hydrogen services when properly processed.
4. Precipitation-Hardened Nickel Alloys
Alloys such as Inconel 718 and Inconel 625 offer excellent hydrogen compatibility. However, heat treatment is critical—improper aging can create microstructures susceptible to hydrogen embrittlement. These alloys are standard for high-pressure hydrogen service but carry significant cost premium.
III. Hydrogen-Compatible Materials for Compressor Components
Industry experience and standards have identified materials suitable for hydrogen compressor service.
| Component | Susceptible Material | Recommended Alternative |
| Pressure boundary (cylinders, heads) | Carbon steel | 316L stainless, Inconel 625 cladding |
| Piston rods | 4140 high-strength steel | 17-4 PH H1150, Inconel 718 |
| Fasteners | Grade 8 steel | ASTM A193 B7M, B8M Class 2 |
| Valve seats and guards | 4140 steel | 316L stainless, Stellite overlay |
| Valve springs | High-carbon spring steel | Inconel X-750, Elgiloy |
| Diaphragms (diaphragm compressors) | 301 stainless | 316L stainless, Inconel 718 |
| Sealing rings | Cast iron | Carbon-filled PTFE, PEEK |
| Crankshaft | 4340 alloy steel | 4340 with controlled hardness <HRC 22 |
316L Stainless Steel
316L is the workhorse material for hydrogen compressor pressure boundaries. Its austenitic microstructure provides inherent resistance to hydrogen embrittlement. However, work-hardened regions—such as weld heat-affected zones or cold-formed threads—may become susceptible. Solution annealing after fabrication restores hydrogen compatibility.
Inconel 718 and 625
For high-pressure stages and critical components, Inconel alloys provide superior hydrogen compatibility. Inconel 718 offers high strength with excellent resistance, while Inconel 625 provides maximum corrosion resistance. The cost premium limits use to components where failure consequences justify the investment.
Austenitic Stainless Steels (304, 316, 321)
Stable austenitic stainless steels resist hydrogen embrittlement when properly annealed. Cold working introduces martensite phases that increase susceptibility. Specify solution-annealed material and avoid cold-formed threads in hydrogen service.
IV. Industry Standards Governing Hydrogen Compressor Materials
Several standards provide mandatory and advisory requirements for hydrogen service materials.
1. ASME B31.12 Hydrogen Piping and Pipelines
ASME B31.12 governs hydrogen piping systems including compressor interconnecting piping. Key provisions include material restrictions based on hydrogen partial pressure and requirements for weld procedure qualification in hydrogen service.
2. NACE MR0175 / ISO 15156
Originally developed for sour oilfield service, NACE MR0175 provides material hardness limits and heat treatment requirements that translate well to hydrogen service. The standard prohibits materials with hardness exceeding HRC 22 for carbon and low-alloy steels in sour environments—a guideline widely adopted for hydrogen compression.
3. ISO 11114-4: Transportable Gas Cylinders
This standard addresses hydrogen compatibility of materials for gas cylinders and tube trailers. Testing methods include slow strain rate tensile testing in hydrogen environment, providing a framework applicable to compressor component qualification.
4. API 618 and API 619
API compressor standards do not yet contain comprehensive hydrogen service annexes, but industry practice increasingly applies the material restrictions from ASME B31.12 and NACE MR0175 to compressor design.
5. SAE J2579 and CSA/ANSI HGV 4.x
For fuel cell vehicle and hydrogen refueling applications, these standards define material compatibility requirements for components in hydrogen service, including compressors used in refueling stations.
V. Design and Fabrication Practices to Mitigate Embrittlement
Material selection alone does not guarantee hydrogen compatibility. Design and fabrication practices significantly influence component life.
1. Stress Reduction
Hydrogen embrittlement requires tensile stress to manifest. Design practices that reduce stress concentrations improve hydrogen compatibility:
- Generous fillet radii at section changes
- Smooth surface finishes (≤32 μin Ra for critical areas)
- Avoidance of sharp threads (use rolled threads with radiused roots)
- Residual stress relief through thermal stress relieving
2. Welding Controls
Weldments in hydrogen service require specific controls:
- Preheat and post-weld heat treatment per qualified procedures
- Hardness testing of weld metal and heat-affected zone (max 200 HBW typical)
- Full penetration welds to eliminate crevices where hydrogen can concentrate
- Radiographic or ultrasonic inspection to verify weld quality
3. Surface Treatments and Coatings
Surface conditions affect hydrogen uptake:
- Electroless nickel plating may introduce hydrogen during plating; baking after plating is essential
- Shot peening introduces beneficial compressive stress that mitigates embrittlement initiation
- Nitriding and carburizing create hard surface layers that may be susceptible; evaluate case-by-case
- Tungsten carbide and ceramic coatings provide barrier protection but must remain crack-free
4. Hardness Verification
Hardness is the single most important predictor of hydrogen embrittlement susceptibility. Establish hardness limits for each component and verify compliance through:
- Incoming material certification review
- Sample hardness testing of each heat lot
- Post-fabrication hardness survey of weldments and cold-worked areas
- Periodic re-verification for replacement parts from new suppliers
VI. Testing Methods for Hydrogen Compatibility
Qualifying materials for hydrogen service requires specialized testing beyond standard mechanical property verification.
1. Slow Strain Rate Tensile Testing
SSRT compares material ductility in air versus high-pressure hydrogen environment. The ratio of reduction in area (hydrogen/air) indicates embrittlement susceptibility. Ratios above 0.9 indicate excellent compatibility; ratios below 0.5 indicate significant susceptibility.
2. Fracture Mechanics Testing
Crack growth rate testing in hydrogen environment quantifies how existing flaws will propagate under cyclic loading. This data feeds into damage-tolerant design approaches and inspection interval determination.
3. Disk Pressure Testing
Pressurizing a thin disk specimen with hydrogen until rupture provides rapid screening of material compatibility. The method is lower cost than SSRT but provides less quantitative data.
4. Component-Level Testing
Full-scale compressor testing with hydrogen at operating conditions validates material selection and design practices. Accelerated cycle testing may reveal embrittlement effects not apparent in short-duration material tests.

VII. Hydrogen Embrittlement in Specific Compressor Types
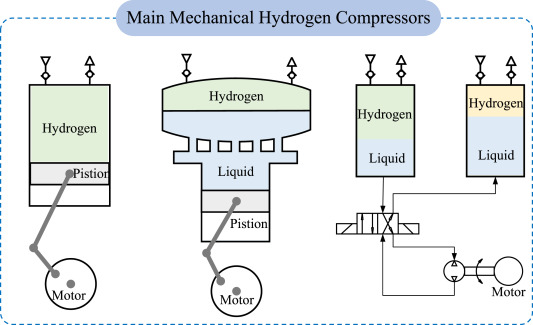
1. Reciprocating Compressors
Reciprocating machines concentrate stress at piston rods, crossheads, and valves. Rods operating in tension during the compression stroke see peak stress coincident with maximum hydrogen partial pressure—worst-case conditions. Surface treatments and material upgrades are standard for hydrogen reciprocating compressor rods.
2. Diaphragm Compressors
Diaphragm compressors eliminate sliding seals and piston rods, removing several embrittlement-sensitive components. The diaphragm itself operates under cyclic bending stress in hydrogen environment. Inconel 718 diaphragms provide superior life compared to stainless steel in high-pressure hydrogen service.
3. Centrifugal Compressors
Centrifugal hydrogen compressors operate at high speeds with tight clearances. Hydrogen embrittlement of impeller materials is the primary concern. 17-4 PH stainless is common; proper heat treatment to H1150 condition is essential.
4. Ionic Liquid and Liquid Piston Compressors
These emerging technologies reduce metal-to-hydrogen contact by using ionic liquid or oil as a piston medium. The liquid barrier isolates much of the metal surface from direct hydrogen exposure, reducing embrittlement risk in pressure boundaries.
FAQ
Q1: Can I use my existing natural gas compressor for hydrogen service after material verification?
A1: Unlikely without significant modification. Natural gas compressors typically use carbon steel pressure boundaries and high-strength alloy internals incompatible with hydrogen. A detailed material audit may identify components suitable for retention, but most internals require replacement with hydrogen-compatible alternatives.
Q2: What hardness limit applies to carbon steel in hydrogen service?
A2: Industry consensus follows NACE MR0175 guidelines: maximum 22 HRC for carbon and low-alloy steels. Components exceeding this hardness—including many standard fasteners, valve springs, and wear parts—require material substitution or documented qualification testing.
Q3: Does hydrogen purity affect embrittlement severity?
A3: Yes. Impurities such as hydrogen sulfide, water vapor, and oxygen influence embrittlement mechanisms. Sour hydrogen with H₂S dramatically increases cracking susceptibility. Dry, high-purity hydrogen is generally less aggressive than wet or contaminated hydrogen.
Q4: How do I verify replacement parts meet hydrogen compatibility requirements?
A4: Require material certifications with each shipment. Specify hardness testing on a sample basis for critical parts. Maintain approved vendor lists with pre-qualified material sources. For aftermarket parts, insist on OEM material specifications rather than “equivalent” substitutions.
Q5: What non-destructive examination methods detect hydrogen damage?
A5: Hydrogen-induced cracking may not be detectable by conventional UT or RT until cracks reach significant size. Advanced techniques including phased array UT, acoustic emission monitoring during operation, and magnetic particle inspection of accessible surfaces provide earlier detection.
Q6: Can hydrogen embrittlement be reversed?
A6: For low-temperature embrittlement where hydrogen has not caused permanent microstructural damage, baking at 300-400°F can drive out absorbed hydrogen, restoring mechanical properties. This technique, known as hydrogen bake-out, is effective for components not yet cracked but does not repair existing cracks.
Conclusion
Hydrogen embrittlement in compressors is a manageable risk when materials are properly selected and fabrication is controlled. The fundamental rules are consistent across hydrogen applications: limit hardness below HRC 22 for susceptible alloys, favor austenitic stainless steels and nickel alloys for critical components, reduce stress concentrations through design, and verify compatibility through appropriate testing. A compressor specified with hydrogen-compatible materials from the outset operates safely and reliably—while one converted without material upgrades invites premature failure.
At MINNUO, our hydrogen compressors are engineered from the ground up for H₂ service. We select materials compliant with ASME B31.12, NACE MR0175, and hydrogen-specific industry standards for every wetted component—from cylinder bodies and piston rods to fasteners and seals. Whether your application involves high-purity electrolysis hydrogen, byproduct hydrogen with trace contaminants, or high-pressure refueling station duty, our engineering team configures compressor packages with verified material compatibility. Every MINNUO hydrogen compressor includes full material traceability documentation and warranty coverage for hydrogen service.


 Email
Email sales:+86 15366749631
sales:+86 15366749631

